Hallo,
es wird mal wieder Zeit für ein paar Updates.
Wir fangen mit dem Thema an, was als letztes angesprochen wurde. Dem Primär.
Ich habe es endlich geschafft ordentlich in Serie zu produzieren.
Die Primär sind nun endlich fertig. Diese gibt´s jetzt in beiden Motorvarianten M53/M54 und M500.
M53/M54


M500


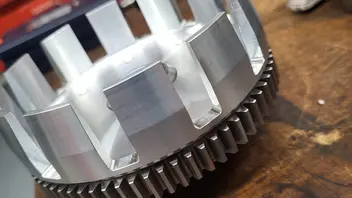
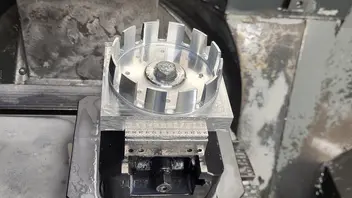
Hier nochmal kurz die Infos für alle.
- Gerade Verazhnung
- Primärzahnrad Z71 Modul 1,5
- kombinierbar mit 3 Primärritzeln in Z22/Z23/Z24 für Kurz/Mittel/Lang im Übersetzungsverhältnis.
- Ruckgedämpft
- Korb Aluminium gedreht und gefräst, Harteloxiert, Schwarz eingefärbt.
- Flankenspiel zwischen 0,1-0,15mm je nach Gehäuse
Wer immer noch glaubt, gerade Verzahnungen laufen nicht "leise", dann sind hier 2 Kundenvideos die den Primär schon verbaut haben und fahren.
Das ist genau das, was ich vor ein paar Seiten erzählt habe. Es kommt auf das Gesamtkonzept an und dann klappts auch.
M53 Laufgeräusche:
M500 Laufgeräusche:
Ich glaube das spricht für sich.
Laut Kundeninformationen, absolut Laufruhig und 0 Geräusche ab ersten Start. Zudem hab ich selbst gestern einen Primär in einen MTX Motor gebaut.
Kann das also bestätigen. 
Soviel also zu "Gerade Verzahnungen" laufen laut.
Dann geht´s weiter mit "neuen" Produkten
Einige aus den Forum haben es schon mitbekommen und auch etwas eingekauft.
Es gibt jetzt gefräste Lagerwinkel und komplette Schaltmechanikset´s.



Dazu gibt´s auch ein Youtube-Video vom Einbau + Einstellen im 5 Gang Getriebe.
Alle Probleme behoben. Alle! Egal welches 5 Gang Ihr habt.
Die Produkte gibt es bald bei allen, die diese Produkte mit aufgenommen haben.

Nebenbei krach ich noch ein Paar Kurbelwellen durch.

Einer hatte mal geschrieben, ich solle mich auch den "normalen" Hüben widmen und nicht nur MTX und Co.
Kein Problem. Hab ich gemacht.
Diese Wellen gibt es fertig gepresst untengeführt bei mir zu erwerben.
Die Hubwangen können einzeln gekauft werden.
Ich habe Option gelassen als Obengeführt.
Dabei kann man zb das 85er MZA Pleuel nehmen und hat am unteren Pleullager 1,2mm seitliches Axialspiel oder man verwendet die gefrästen RZT Pleuel mit 12mm breite und erhöht auf 2,2mm Axialspiel.


Die Gravur ist für mich, den ich weiß gerne welche Kombination bei mir in den Schränken liegt.
Die Hubwangen werden auf Bestellung poliert und die Hubzapfenbohrung gehont.
So Jung´s ich hab also an jeden gedacht

Hier sind die maximalen Bilder von 10 erreicht.
Weiter geht´s dann im nächsten Beitrag!