

Der Sandguss ist das eine und vielleicht noch akzeptabel. Das krasse ‚Layering‘ durch den Druckprozess mit Grobsand geht gar nicht und fördert beim Ästheten tendenziell ganz klar den retroperistaltischen Vomitus. Meister Meutzer könnte auch feiner anbieten, aber es lohnt wohl den Aufwand nicht.
Was Feingussmeister Kollinger angeht - ich werd mich nicht hinstellen und ihn wg. vorab angekündigter Feinstmängel (die eben standardmäßig dort weg- bzw. nachprozessiert werden, falls man nicht gerade eben knausert oder vom Profi-Beschichter angeflunkert wird und dessen Ausführungen glaubt…) herausfordern bei den phätten Referenzen.
Den Tip gab mir einst ein wohlwollend freundlicher Tuner, hier ausm kommerziellen Simson-Bereich. Und es kann entgegen der hier sonst überdurchschnittlich ausgeprägten Gepflogenheit der Geheimniswahrung ruhig ans schwarze Brett, denn es ist einfach mal eine geniale Alternative:
Projekt S151 Touring & 110M
-
-
Erste Testrunden...


Fazit: Crazy Horse
-

uphill
27. März 2026 um 06:54 Hat den Titel des Themas von „Projekt S151 Touring“ zu „Projekt S151 Touring & 110M“ geändert. -
Es geht weiter beim Projekt 110M. Gestern habe ich die Köpfe bekommen. Die Köpfe sind aus dem Vollen gefräst und entsprechen größenmäßig der Außenform des Zylinders. Die Oberfläche wurde der Optik wegen gestrahlt.
Hier mal ein Größenvergleich zum Standartkopf:


Der Größenunterschied ist auf dem Bild leider nicht wirklich realistisch einzuschätzen.
Etwas aussagekräftiger ist der Größenvergleich zum Billet MTX-Kopf:


Die Zylinder bekomme ich in den nächsten Tagen vom Beschichten wieder. Dann gibts auch da aktuelle Bilder.
-
Nett & schick!
Welche Verdichtung und Leistung wird beim 110M angestrebt?
Und was sind die nächsten Schritte?
Grüße
-

Und was sind die nächsten Schritte?
Serienproduktion

-
Früher oder später sicherlich. Auf einen Serienoptik-Zylinder 100ccm+ der auch ne brauchbare Gestaltung hat warte ich ich schon lange, quasi der kleine Bruder vom MTX, nur in Serienoptik. Das wird es werden!
-
Welche Verdichtung und Leistung wird beim 110M angestrebt?
Und was sind die nächsten Schritte?
Verdichtung hängt vom Auspuff ab. Kann man Pauschal nicht sagen.
Bei den Köpfen kommt als nächstes der Brennraum rein. Nächste Woche bekomme ich die Zylinder vom Beschichten. Dann werden noch Bohrungen für die Dämpfungsgummis gesetzt. Kolben wird noch bearbeitet und dann steht dem Zusammenbau nichts mehr im Wege.
-
Es geht weiter beim Thema 110M. Die Zylinder sind nun vom Beschichten wieder da, Zylinderkopf sind fertig und einige andere Sachen auch. Hier einige Impressionen:



-
Selbst mit nur einem gesunden Auge momentan: schaut seeeehr gut aus! 🔥👌
-
Und dann wirds spannend:




Ein Simsonmotor, bei dem der 35mm PWK optisch mal nicht zu groß aussieht ...
-
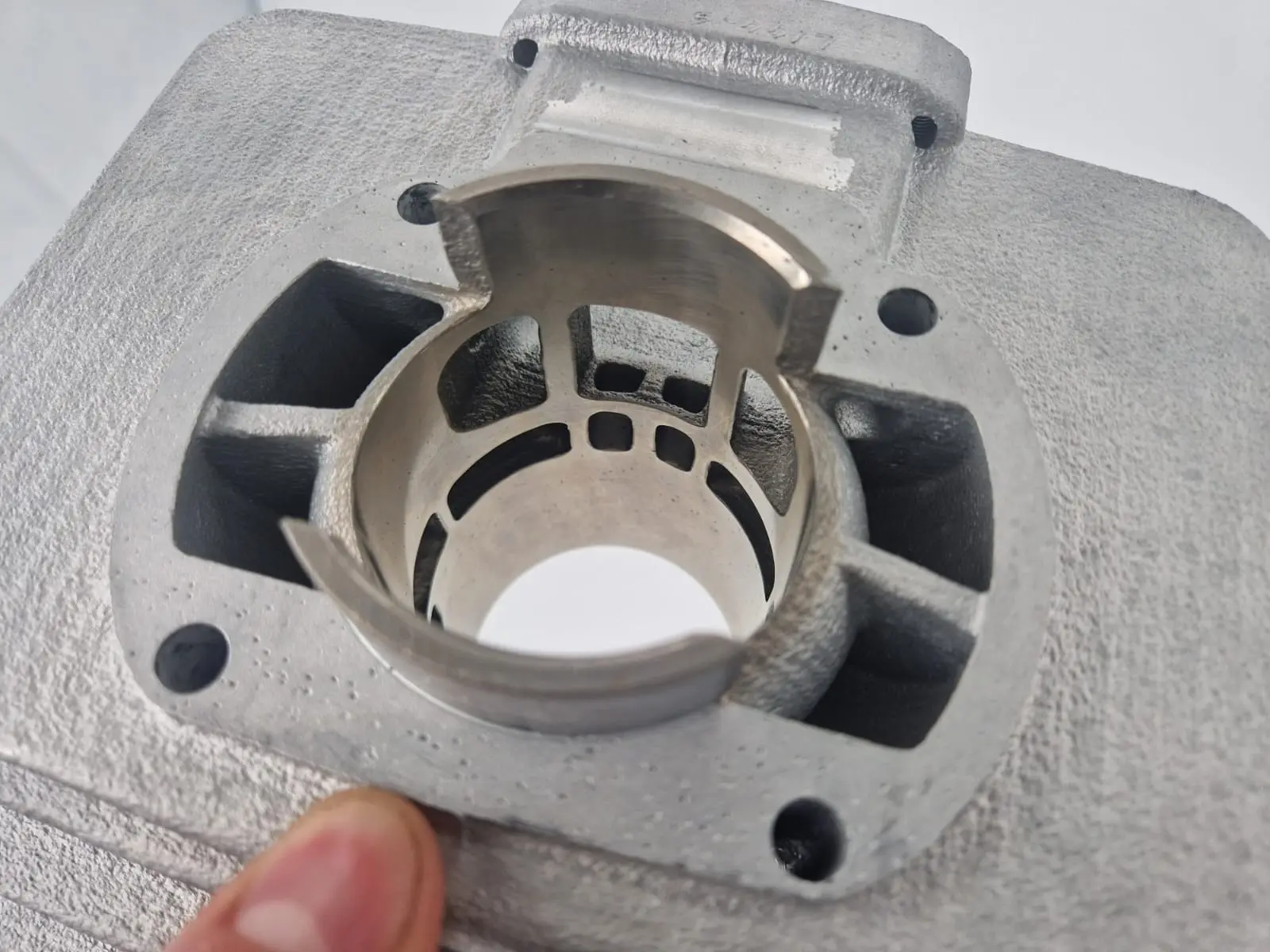
Was sind das für Punkte die man überall an der Dichtfläche und der Laufbahn sieht?
-
Sieht sehr gut aus!
Bin unheimlich gespannt wie die ersten Diagramme aussehen im Vergleich zu den standard simson 110ern (also wie viel besser deiner ist, besser ist er ohne Frage).
Mit freundlichen GrüßenRaceleague
-
Ein Künstler und sein Kunstwerk!
-
Einfach ein Träumchen!
-

Was sind das für Punkte die man überall an der Dichtfläche und der Laufbahn sieht?
Das sind kleine bis kleinste Poren, die sich manchmal beim Guss einstellen. Kann man im Hip-Ofen bei 100 MPa und ca. 500 Grad C für diese Legierung abstellen. Bodycote bei München bietet sowas in D. an.
-
Was sind das für Punkte die man überall an der Dichtfläche und der Laufbahn sieht?
Vermutlich Wasserstoffporosion/ Einschlüsse. Sind winzige Löcher. Schade, dass auch die Lauffläche davon betroffen ist. Vielleicht beim nächsten mal den Speiser größer machen?
-
Alles richtig. Optisch könnte das an der Stelle besser sein, das stimmt. Komischerweise ist das bei manchen Abgüssen bei Zalewatec mal mehr und manchmal weniger. Das es mit dem Speisen zusammenhängt, keine Ahnung. Die Microeinschlüsse sind ziemlich homogen über das gesamte Bauteil verteilt. Ich habe bis jetzt keine Bereiche gefunden, in denen das mehr oder eben weniger stark ausgeprägt ist. Das würde evtl. gegen deine ( nu! ) Vermutung sprechen.
Technisch funktioniert das so aber absolut problemfrei. Deshalb störe ich mich da ehrlich gesagt nicht dran. Hippen wäre sicherlich eine Lösung, jedoch ist das aus meiner Sicht weder verhältnismäßig noch notwendig. Es funktioniert wie gesagt auch so sehr gut.
-
Wenn der Ofen voll ist kostet es vielleicht 20-40 Teuro pro Stück. Ich schicke jetzt ganz 2 hin und leiste mir die 270 pro Stück. Recht ungern, aber beruhigt, dass innen und überall alles zugedrückt ist. Man könnte sich natürlich zusammentun. Frau Horenkamp dort ist es Wurscht mit welchen Teilen beladen wird, solange die Legierung ähnlich ist.
-
Jetzt mitmachen!
Sie haben noch kein Benutzerkonto auf unserer Seite? Registrieren Sie sich kostenlos und nehmen Sie an unserer Community teil!